The Problem
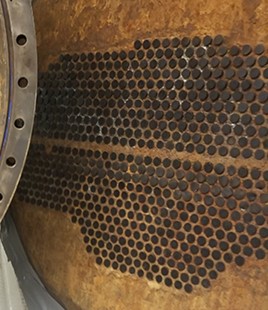
A leading University Hospital had been grappling with a persistent issue of galvanic corrosion in their chillers for over five years. The corrosion was causing significant problems, including plugging of tubes, which impacted the chillers’ efficiency. Based on their previous successful experiences with Unconventional Solutions, Inc. (USI) in refurbishing chillers to lower energy costs, the hospital once again turned to USI in 2020 to address the corrosion issues and refurbish another chiller.

Substrate
The material of the chiller in need of repair was steel, a common choice for such structures due to its strength and durability. However, even steel is susceptible to wear and damage over time, especially in high-use areas like hospitals.
The Solution
The USI team employed a comprehensive approach to refurbish the affected chiller:
- Creating a Controlled Environment: The area around the chiller was tented to create an exhaust and dust-free environment. This step was crucial to ensure a safe and clean workspace and to contain any hazardous materials.
- Safe Disposal of Materials: Corrosive materials and blast media used during the process were carefully collected for disposal by the client, ensuring environmental safety and compliance.
- Chiller Preparation: The tubes of the chiller, made from copper, were carefully corked to prevent any abrasive blast media from entering them. This precaution was essential to protect the internal components of the chiller during the repair process.
- Abrasive Blasting: The USI team abrasive blasted the chiller to NACE 2 specifications, achieving a 2 ½ to 4 mil anchor pattern. This step was vital to prepare the surface for the subsequent repair and coating applications.
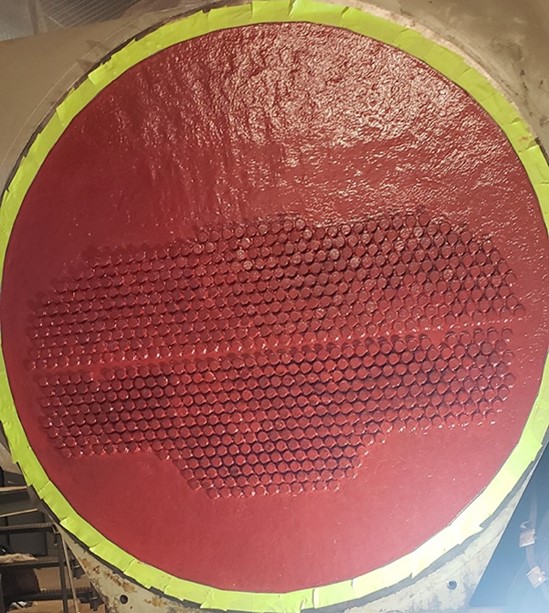
- Metal Rebuilding: Lost metal around the tubes was rebuilt using either ResiMetal 101 Metal Repair Paste or ResiMetal 201 Ceramic Repair Paste. These products are known for their effectiveness in restoring metal surfaces to their original state.
- Ceramic Repair Fluid Application: Finally, two coats of ResiMetal 203 SuperFlow Ceramic Repair Fluid were applied. The first coat was in red and the second in gray. This color-coding serves as an indicator for future maintenance – if the red coat becomes visible, it signals the need for a reapplication to prevent further corrosion.
Products Used
